首頁(yè) >> 產(chǎn)品中心
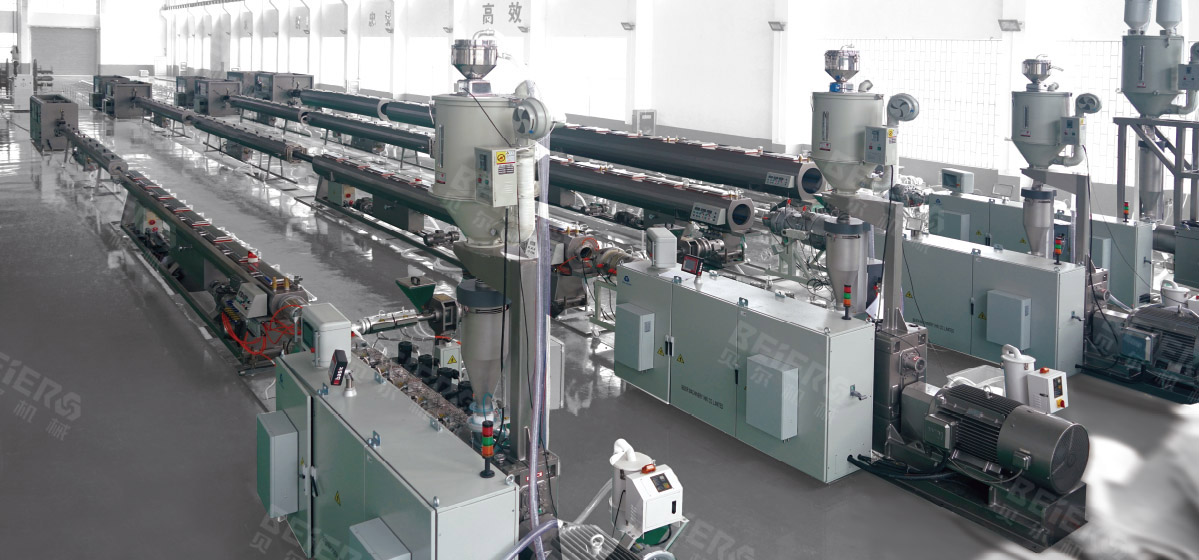
擠出機(jī)螺桿采用大長(zhǎng)徑比:L/D=38, 雙混煉頭,分離型結(jié)構(gòu), 可使熔融物料在進(jìn)入模頭前100%塑化。
進(jìn)料段開(kāi)有螺旋槽, 可提高產(chǎn)量30%。
模頭采用螺旋式設(shè)計(jì), 無(wú)滯料現(xiàn)象, 可大幅提高管材質(zhì)量。
定徑套為特殊碟片式設(shè)計(jì), 是高速擠出管材的保障。
二真空箱為完全獨(dú)立控制, 操作猶如單線般方便。
雙牽引機(jī)為完全獨(dú)立控制, 操作如單線般方便, 帶有上履帶限位裝置, 可保障管材的圓度。
雙切割機(jī)為無(wú)屑切割, 采用完全獨(dú)立控制, 操作猶單線般方便,
隨動(dòng)同步采用電機(jī)同步帶結(jié)構(gòu), 以確保高速下正常切割。
地板供暖
住宅和工業(yè)上的中央供暖
工業(yè)運(yùn)輸(化工液體和氣體)
飲用水輸送
特殊應(yīng)用(海底網(wǎng)絡(luò),電化學(xué)腐蝕風(fēng)險(xiǎn)高的網(wǎng)絡(luò)等)
冷熱水運(yùn)輸






| 型號(hào) | 60/38 | 75/38 | 90/38 | 120/38 | |
| 應(yīng)用 | 原料 | 最大產(chǎn)量 | |||
| 給水&燃?xì)?nbsp; | PE | 500 | 650 | 1100 | 1350 |
| 抗靜電涂層 | PE-RT | 400 | 600 | 1000 | 1200 |
| 管件 | PP-R | 350 | 520 | 800 | 1100 |
| 排水&排污 | PP | 350 | 520 | 800 | 1000 |
